-
#41/42, SHIMOGA-BHADRAVATHI INDUSTRIAL AREA,
MACHENAHALLI ,NIDIGE POST, SHIMOGA - 577222 -
Send Your Mail At
Infrastructure
METHODING
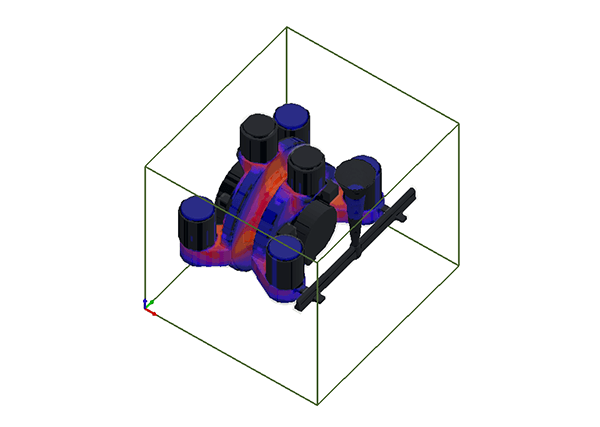
The process of casting solidification is complex in nature and the simulation of such process is required in industry before it is actually undertaken. The volumetric contraction accompanying solidification of molten metal manifests in defects like shrinkage cavity, porosity, and sink. These defects can be minimized by an intelligent methoding and simulation using casting software.
We are well equipped with pattern inspection and Modification facilities. Our 3D Models and simulation of products are designed and developed through Auto Cast X software.
MOULDING
Moulding is a manufacturing process for shaping the liquid metal to desired final shape of the product. We use silica sand as a moulding medium.
We follow Alfa Set Nobake System for mixing of Resin and Catalyst using Omega make mixer having capacity of 10Mts/hour , which is automatically controlled through PLC system.
The mouldings are processed in loop system to move moulds for improved productivity. Mould making with 2 Part System and Core will be either Carbophene, 2 Part, 3 Part or Shell Processes.


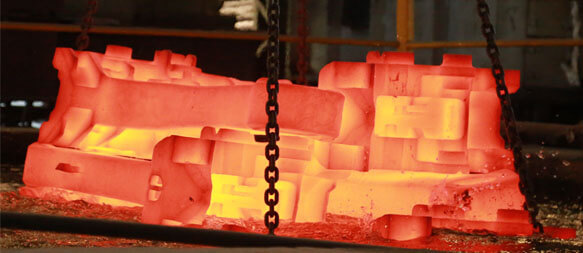
MELTING
The preparation of molten metal for casting is referred to as melting. It is usually done in a specifically designated area of the foundry, and the molten metal is transferred to the pouring area where the molds are assembled. Melting may be done by gas or electricity. Various methods of pouring the molten metal are in use.
Melting is facilitated with 1,000 Kgs/600KW Induction Melting Furnace with two crucibles and 500Kgs/350KW Induction Melting Furnace. Argon Purging is done using a diffuser fitted into the furnance, during melting to remove non metallic inclusions and to purify the metals and the furnaces are calibrated regularly.
Having Production capacity of 300Mts of Good Castings per month. We can produce single piece casting of 800Kg.
HEAT TREATMENT
Heat treatment is the heating and cooling of steels to change their physical and mechanical properties. It is a process to strengthening the steel. Heat treatement facilities are fulfilled with 4 Furnaces of capacity 3 Metric Tonnes and 5 Metric Tonnes.
Water quenching facility with effective agitation system is available. All the furnaces are calibrated as per API 6A standard by NABL Accredential third party.
Thermal surveys are conducted once in a year and thermo couples are calibrated once in 3 Months